


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2022-10-29 11:48:38
硅胶复模工艺是前期需要3D打印SLA辅助的,所以叫3D打印硅胶复模,复模手板运用的工艺是真空灌注或低压灌注。下面齐乐手板3就来为大家介绍硅胶复模工艺原理是什么?

硅胶具有良好的仿真性、强度和极低的收缩率。用这种材料制作的弹性模具简单易行,不需要特殊的技术和设备,只需几个小时就可以在室温下制作完成。硅胶模具可以承受反复使用和粗糙操作,保持原型和量产产品的精确公差,可以直接加工复杂零件,省去了铣磨工序。而且脱模非常容易,大大缩短了产品的试制周期,同时模具改装也非常方便。此外,由于硅胶模具具有良好的柔韧性和弹性,对于结构复杂、图案精细、无脱模斜面、脱模斜面倒置、凹槽较深的零件,浇注后可直接取出,这是其他模具所独有的。以下是硅胶模具制造过程的描述。

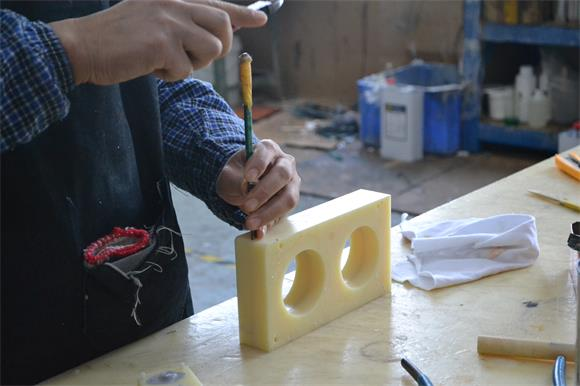
手板原型表面处理
RP快速成型法制作的原型,其层压段之间一般有台阶线或缝隙,需要进行打磨、防渗和强化处理,以提高原型的表面光洁度、防潮性和耐热性。只有原型手板的表面足够光滑,才能保证制作出来的硅胶模具的表面粗糙度,从而保证成品具有较高的表面质量,易于从硅胶模具中取出。

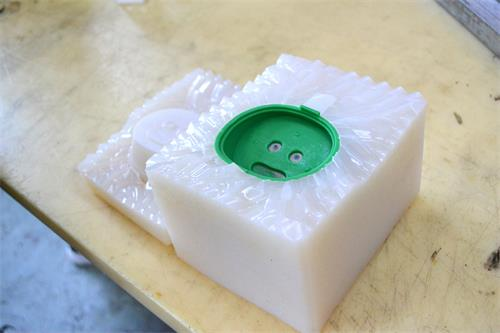
制作框架和固定手板的原型。
根据手板原型的几何尺寸和使用硅胶模具的要求设计浇注框的形状和尺寸,框的大小要适中。在固定手板原型之前,需要确定分型面和浇口的位置。分型面和浇口位置的确定非常重要,直接影响浇注手板的顺利脱模和手板浇注质量。当分型面和浇口选定加工后,手板的原型就固定在模架中了。

计量硅胶,混合,真空脱泡
硅胶的用量要根据制作好的框架的大小和硅胶的密度来准确计量。将计量好的硅胶加入适当比例的固化剂,搅拌均匀,然后真空脱泡。消泡时间应根据真空度来控制。

硅胶浇注和固化
真空脱泡后,将硅胶混合物倒入固定的原型框架中。在浇注的过程中,要掌握一定的技巧。浇注硅胶后,再次进行真空脱泡,保证空腔填充良好。消泡的目的是抽出浇注时混入硅胶的气体和封闭在原型型腔内的气体。消泡时间要比浇注前长,具体时间要根据所选硅胶材料的可操作时间和脚手板的原型尺寸来确定。消泡后的硅胶模具可以自行硬化,也可以加热。加热可以缩短硬化时间。
拆除模架,用刀切开模具,取出手板原型。
当硅树脂模具硬化时,可以移除模具框架,并且可以移除滑杆。参照原型分型面的标记,用小刀切割模具,取出手板原型,清洁硅胶模具的型腔,然后可以在真空状态下使用制造的硅胶模具制造树脂或塑料制品。
以上齐乐讲解的手板成型工艺过程,看完对你有帮助。如果您想了解更多关于齐乐手板厂的信息,请在线联系客服或拨打我们的服务热线进行咨询。我们将竭诚为您提供贴心服务!