


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2022-01-10 16:08:07
快速、经济高效地制造原型和生产零件通常是快速转向CNC加工能力和针对这些能力设计的优化零件之间的平衡。因此,在为铣削和车削工艺设计零件时,有以下6个重要的考虑因素,可以加快生产时间,同时降低成本。
1.孔深和直径
大多数情况下的孔是用端铣刀插补的,而不是钻孔的。这种加工方法在给定刀具的孔尺寸方面提供了极大的灵活性,并提供了比钻头更好的表面光洁度。它还允许我们使用相同的工具加工槽和型腔,减少周期时间和零件成本。唯一的缺点是,由于立铣刀的长度有限,超过六个直径深的孔成为一个挑战,可能需要从零件的两侧进行加工。
2. 螺纹的尺寸和类型
钻孔和制线是齐头并进的。许多制造商使用“丝锥”来切割内螺纹。丝锥看起来像一个带齿的螺钉,并“拧入”先前钻出的孔中。更现代的方法制作螺纹,叫做螺纹铣刀的工具来插入螺纹轮廓。这样可以创建精确的螺纹,并且可以使用单个铣削工具切割共享该螺距的任何螺纹尺寸(每英寸的螺纹数),从而节省生产和安装时间。因此,从#2到1/2英寸的UNC和UNF螺纹以及从M2到M12的公制螺纹都可以在单个工具集中使用。
3. 零件上的文字
想要在零件上刻上零件号、说明或徽标吗?速加支持加工所需的大部分文本,前提是单个字符之间的间距和用于“写入”它们的笔划至少为0.020英寸(0.5毫米)。此外,文本应凹进而不是凸起,建议使用20点或更大的字体,如Arial、Verdana或类似的无衬线字体。
4. 墙高和特征宽度
很多的刀具都由硬质合金刀具组成。这种超刚性材料以最小的挠度提供了最大的刀具寿命和生产力。然而,即使是最坚固的工具也会变形,金属,尤其是被加工的塑料也是如此。因此,壁高和特征尺寸非常依赖于单个零件的几何形状以及所使用的工具集。例如,支持加工最小特征厚度为0.020英寸(0.5mm),最大特征深度为2英寸(51毫米),但这并不意味着您可以使用这些尺寸设计肋片散热器。
5. 电动工具车床
除了广泛的铣削能力外,我们还提供活刀具CNC车削。这些机器上使用的工具组与我们加工中心上的工具组相似,只是我们现在不车削塑料零件。这意味着偏心孔、槽、平面和其他特征可以与车削工件的“长轴”(其Z轴)平行或垂直(轴向或径向)加工,并且通常遵循在加工中心上制造的正交零件相同的设计规则。这里的区别在于原材料的形状,而不是工具组本身。轴和活塞等车削零件一开始是圆形的,而歧管、仪表箱和阀盖等铣削零件通常不是,而是使用方形或矩形块。

(此处显示的零件是带动力工具的CNC车床制成的)
6.多轴铣削
使用3轴加工,工件从原材料毛坯底部夹紧,同时所有零件特征从多达6个正交侧面切割。零件尺寸大于10英寸*7英寸(254毫米*178毫米),仅可加工顶部和底部,无侧面设置!然而,使用五轴分度铣削,可以从任意数量的非正交边进行加工。
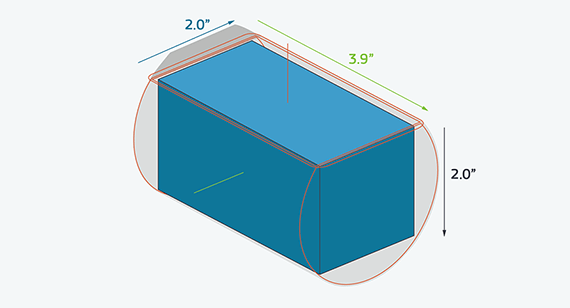
(对于使用 5 轴加工的零件,这说明了零件如何使用 2 英寸宽和 2 英寸高的最大零件范围装入材料块中)