


 全景工厂
全景工厂






微信客服
微信公众号

抖音视频
2024-09-12 14:21:26
钣金加工是一种对薄板状的金属施力而使之变形从而制作出立体形状的加工技术。钣金加工的加工方法大致分为手工钣金和机械钣金。
手工钣金是用锤子等工具,手工对金属板施力而成形,机械钣金是将材料夹在模具之间,施加液压等机械力来成形。工业产品中常用的一种加工方法即机械钣金称为“钣金加工”,将钣金加工制成的零件称为“钣金件”。
钣金加工至出厂为止大致有8道工序。让我们具体看看各工序。

01.展开/编程
设计图纸多使用3D CAD绘制,而钣金加工必须从一张板材进行加工,因此需要使用CAD、专用软件“展开”成加工前的一张板的状态的工序。
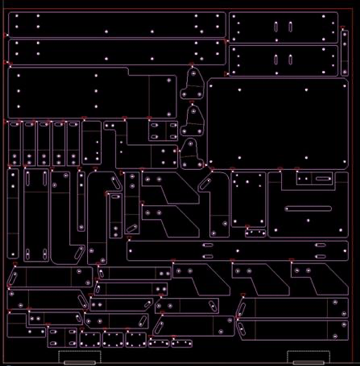
一旦展开图纸,就进行“排版”,也就是对零件进行排版,以便能够高效地从标准尺寸的材料中获取零件,而不造成浪费,与此同时编制加工程序。
展开前后的图
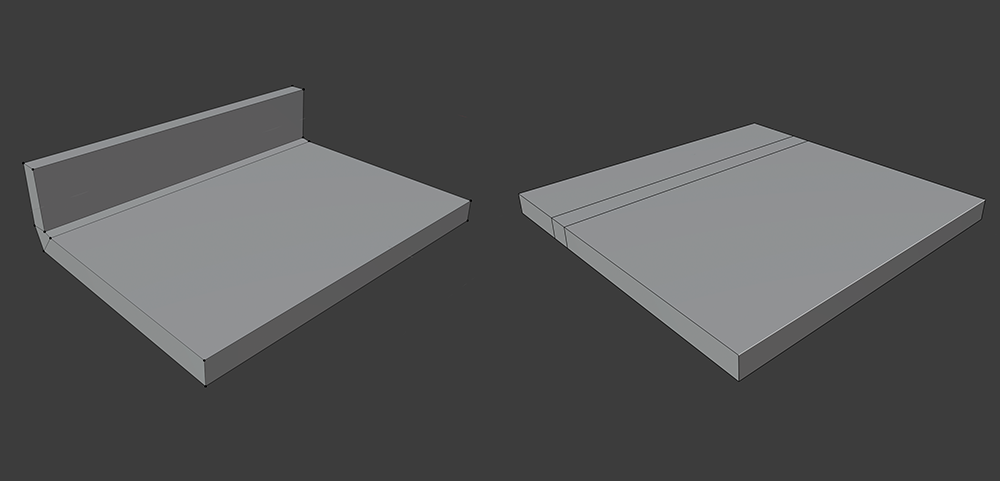
排版
02. 冲裁/切割
在也被称为落料的裁切金属板的外周、内孔等的工序中,主要使用激光切割机和转塔冲床这两种加工设备进行加工。大致区分一下,激光加工机擅长外周和大孔的高速切割,转塔冲床还有能够处理大量的孔和成形加工等特点。还有一种“激光冲床复合机”,它同时实现了上述两者的优点,而且每个钣金厂所拥有的设备都不一样。

03. 去毛刺
无论前道工序采用哪种加工方式,都会在一定程度上产生激光切割毛刺(熔渣)、冲床剪切毛刺、飞边等。去除这些的就是去毛刺工序。 可以使用手动角磨机或锉刀手动完成,也可以使用旋转大砂纸的去毛刺机进行加工。

04. 折弯
机械钣金的一般折弯加工是将模具安装到称为弯板机的设备上,并对切割后的板材施加压力,使其以一定角度线性弯曲。在弯板机中,上摸(凸模)装在设备的上部,下模(凹模)装在下部,设备的上部上下移动来折弯金属板,但折弯得到的角度因材料批次和轧制方向而异,因此每次都需要进行微调,加工困难。
但是,它可以说是钣金加工中最重要的工序之一,因为在后续工序中,焊接加工的难易程度和美观度,会因折弯工序的精度而发生很大的变化。 此外,“弯板机”有时也称为“折弯机”、“弯曲机”等,它们都是指同一种设备。

5. 焊接
焊接加工是通过加热使金属熔融后冷却来接合金属的工艺,在钣金加工中主要使用TIG焊和激光焊。使用钨电极的 TIG 焊接有时也被称为“氩弧焊”,因为使用氩气作为保护气体。
TIG焊接可以通过在熔融部添加填充棒来进行堆焊,但另一方面,由于向材料输入大量热量,因此容易发生变形。加工结果在很大程度上取决于工匠的技能。激光焊接是一种可以抑制热应变的加工方法,具有加工工艺容易标准化的优点,但由于是以母材焊接为基础,对于有堆焊要求的零件,很难使用这种方法,需要改变加工方法。
06. 精加工(含表面处理)
钣金加工的精加工工序有去除焊接产生的热应变,用磨床削掉堆焊凸起的部位,用电解抛光去除焊接产生的烧伤以及表面抛光处理(研磨、抛光)等。
07. 组装
这是将多个零件组合在一起并主要使用螺栓、螺母和铆钉等紧固零件进行组装的工序。多用于不要求焊接强度或在稍后需要进行分拆作业的部位。组装工作也称为“装配”,涵盖了广泛的工作和工序,从零件的小型组装到中型单元以及整个机器、设备的最终装配。在钣金加工行业,一些企业将上述焊接组装工艺称为“组装”(焊接组装)。

08. 检查
在钣金加工品的出厂前检查中,通常对尺寸和外观都是目视检查。在尺寸检查中,我们主要使用卡尺、刻度尺、角度仪等,通过图纸与成品的对比来检查尺寸、孔位、精度是否有错误。
在外观检查中,我们会目视检查产品是否有划痕和毛刺。一些工厂使用图像测量仪或三坐标测量仪进行检查。